上车床把前后2面车平,粗略找平就行了,最后的精度不在这里控制。
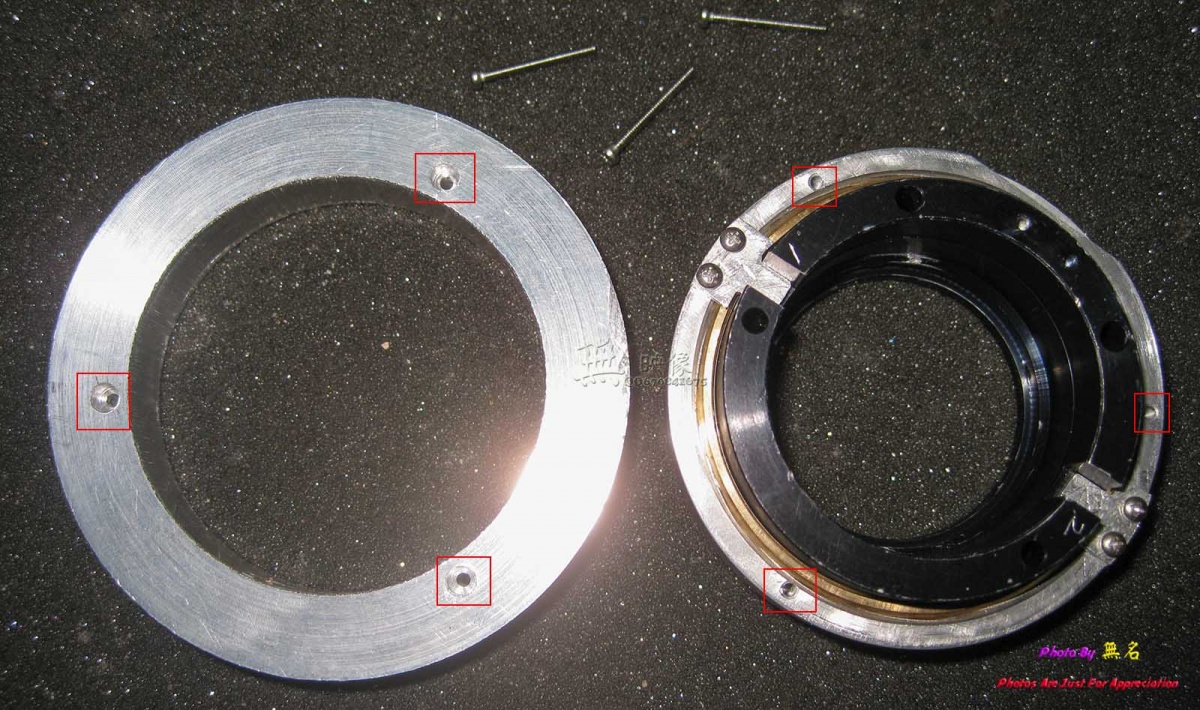
对应多头螺纹外环上原有固定孔钻3个1.7mm的孔,沉头孔直径3mm深3mm。
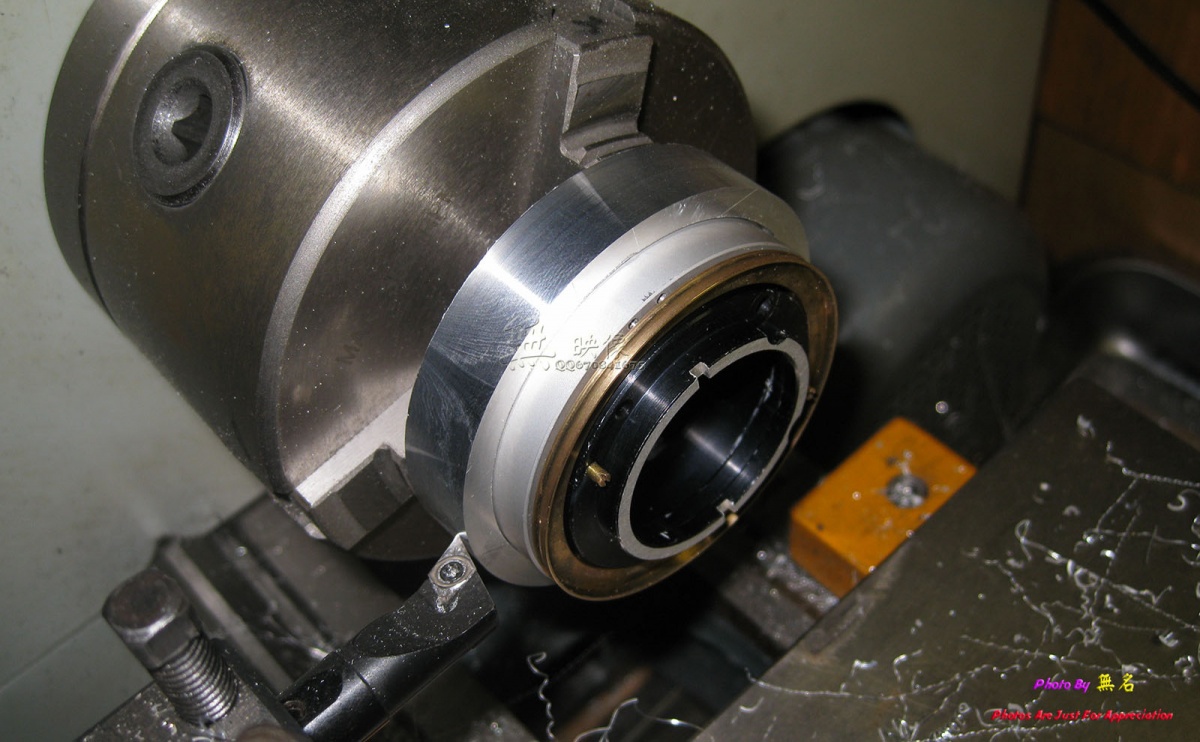
装好对焦滑块,把接环用3个1.6mm长螺丝固定在外环上,装回对焦附件和后镜头筒体,然后整体上车床,这一工序很重要是整体精度的保证。卡盘卡在原装后镜筒体内(图中黑色)孔上,卡位以后一定要多点打千分表(位置是后镜筒体),找正平面度和同轴度,让后就可以车削接圈的外沿以及内沿和平面。这一步下来可以保证同轴度平面度和原装后镜头筒体保持一致的精度。
接环因为有了楼上3个车削面精度的保证,后面的加工精度就很容易保证了。接下来取下接圈做进一步的加工,车外沿到手动对焦环尾部一样的直径,内沿合适就行不作要求。接圈前口把多头螺纹外环沉进去一部分,接圈后口把黄铜M42—E卡口( 我改口镜头一律使用精度和质量都非常好的商品黄铜镀铬卡口,绝不使用便宜的铝合金卡口,看看所有的商品原厂和非原厂镜头为什么都用黄铜镀铬卡口就知道什么原因了,这里不做更多解释)沉一部分进去,具体沉多少尺寸我没有量,根据自己手里的材料吧。接圈最后上铣床铣出对焦滑块的缺口,再一步就是接圈的外观了,这部分就是见仁见智的问题的,我不作更多说明,大家看图。